

La pressione nominale di un cilindro idraulico non è impostata arbitrariamente. Viene calcolato in modo completo in base al carico di snervamento del materiale della canna del cilindro, alla struttura dello spessore della parete e al limite di portata delle guarnizioni. La pressione nominale dei modelli generali standard assume 16 MPa come valore di progettazione di base.
Questo parametro corrisponde al limite di portanza sicuro delle normali canne dei cilindri in acciaio al carbonio, delle guarnizioni standard in poliuretano e delle strutture di guida convenzionali e funge anche da standard di selezione più comune per macchine edili e sistemi idraulici per rimorchi. Nel funzionamento effettivo, la pressione d'impatto istantanea può superare brevemente la pressione nominale, mentre la pressione di esercizio continua a lungo termine non deve superare l'85% del valore nominale. Questo è il principio fondamentale della progettazione per evitare perdite interne, invecchiamento accelerato delle guarnizioni e deformazione della canna del cilindro.
In condizioni di pressione sovrastimata a lungo termine, la parete interna della canna del cilindro produrrà una leggera deformazione elastica e lo spazio corrispondente tra il manicotto di guida e lo stelo del pistone si sposterà, danneggiando la precisa tolleranza originale di 0,02–0,03 mm.
Con l'aumento della fessura, il flusso laterale dell'olio idraulico si intensifica e l'anello del pistone sopporta una forza irregolare, portando ad una graduale usura parziale. Nella fase successiva si verificheranno guasti comuni come perdite interne, forza di sollevamento insufficiente e rapido assestamento del carico, che sono anche le principali cause di frequenti guasti idraulici nelle apparecchiature in loco.
La temperatura ambiente di 20℃–30℃ è l'intervallo ottimale per la progettazione del materiale di tenuta. Le guarnizioni in poliuretano e gomma nitrilica mantengono i valori standard di durezza, compressione elastica e resistenza all'olio.
In questa condizione, il labbro di tenuta si adatta uniformemente alla parete del cilindro e mantiene un precarico costante, mantenendo prestazioni di tenuta dell'olio stabili per lungo tempo senza usura e deformazione anomale.
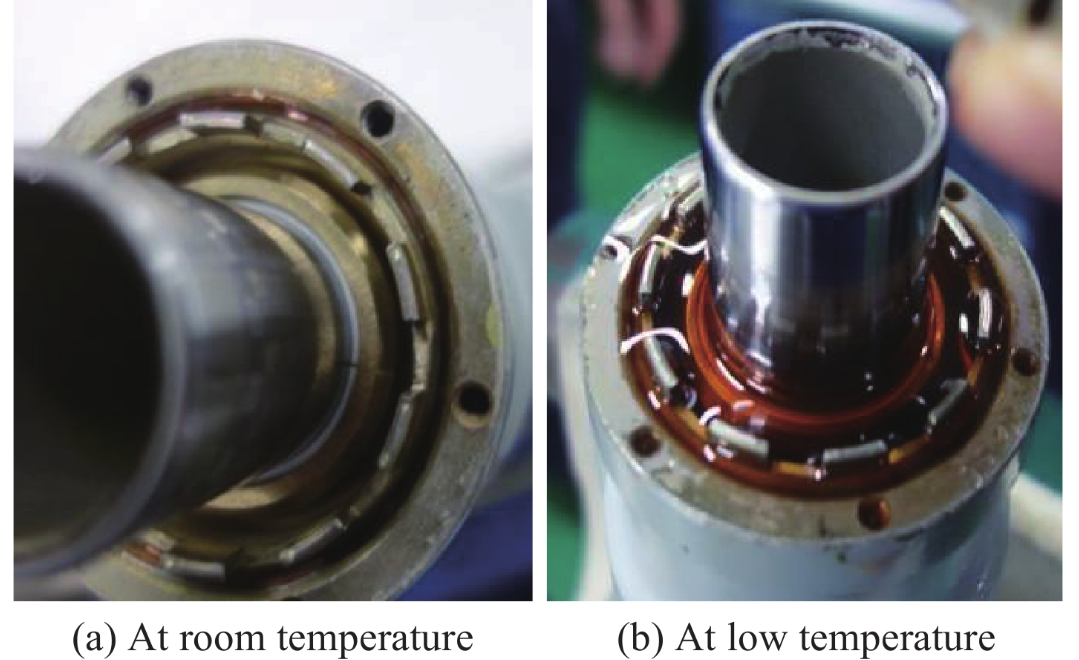
Quando la temperatura scende sotto i -15℃, l'attività molecolare dei materiali sigillanti diminuisce con una maggiore durezza e una minore tenacità. La flessibilità di adattamento del labbro di tenuta diminuisce e non è più in grado di compensare in modo adattativo piccoli spazi, che sono la causa principale delle perdite a bassa temperatura.
Il funzionamento a lungo termine superiore a 40 ℃ accelererà l'ossidazione dell'olio idraulico e produrrà impurità colloidali. Nel frattempo, le guarnizioni invecchiano e si induriscono più velocemente con una ridotta elasticità, causando leggere perdite graduali e continue e influenzando la stabilità operativa complessiva.
La cromatura dura delle aste dei pistoni è un processo di protezione standard del settore. Per i prodotti formali prodotti in serie, lo spessore della placcatura è rigorosamente controllato entro 0,08 mm–0,12 mm.
Una placcatura troppo sottile non riesce a fornire un'adeguata resistenza all'attrito della sabbia e alla corrosione, provocando in breve tempo graffi e macchie di ruggine in condizioni di lavoro all'aperto. Una placcatura eccessivamente spessa aumenterà lo stress della superficie interna e causerà distacco, danneggiando la levigatezza della superficie e accelerando l'usura delle guarnizioni.

La rugosità superficiale delle aste dei pistoni finite è controllata a Ra0,2–Ra0,4μm. Questa precisione soddisfa l'esigenza di un movimento telescopico a basso attrito ed evita di graffiare il labbro di tenuta causato da microbave sulla superficie.
Una rugosità eccessivamente elevata logorerà continuamente la guarnizione attraverso sporgenze microscopiche; mentre una superficie eccessivamente liscia riduce la capacità di stoccaggio dell'olio e rende difficile la formazione di un film d'olio stabile, aumentando il rischio di attrito a secco e accorciando la durata dei componenti di tenuta.
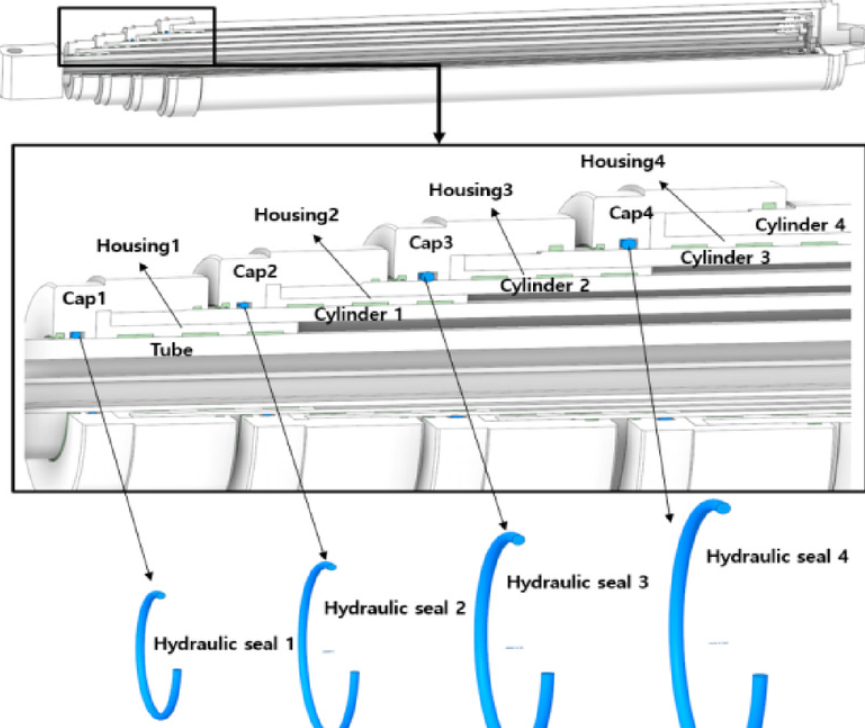
I cilindri idraulici multistadio presentano differenze strutturali intrinseche nella corsa, nell'area di azione effettiva e nel diametro del passaggio dell'olio di ciascuno stadio. I modelli senza progettazione di ottimizzazione sincrona produrranno una deviazione di posizione durante il funzionamento telescopico a corsa completa.
La coassialità della lavorazione, il gioco del manicotto di guida e la distribuzione del flusso d'olio sono tre fattori fondamentali del processo che determinano la precisione della sincronizzazione dei cilindri multistadio.
Strutture di accelerazione buffer integrate su entrambe le estremitàcilindri idrauliciridurre la portata dell'olio idraulico a fine corsa attraverso l'effetto smorzante degli orifizi della farfalla, evitando impatti rigidi tra pistone e coperchio terminale.
Il design ragionevole del buffer indebolisce l'impatto start-stop, riduce le vibrazioni complessive dell'apparecchiatura e riduce i danni da fatica dei cordoni di saldatura e delle staffe di montaggio. È particolarmente adatto per scenari di avvio-arresto ad alta frequenza come sollevamenti montati su veicoli, macchinari portuali e attrezzature agricole pesanti.
Nello standard di assemblaggio di precisione del settore, il gioco di assemblaggio tra il manicotto di guida e lo stelo del pistone è controllato stabilmente a 0,02 mm–0,03 mm.
Uno spazio troppo piccolo causerà inceppamenti e movimenti telescopici irregolari a causa dell'espansione termica quando la temperatura aumenta; Un gioco eccessivo aumenta lo scuotimento radiale dello stelo, determinando un carico eccentrico concentrato e un'usura unilaterale, accorciando così il ciclo di manutenzione complessivo.
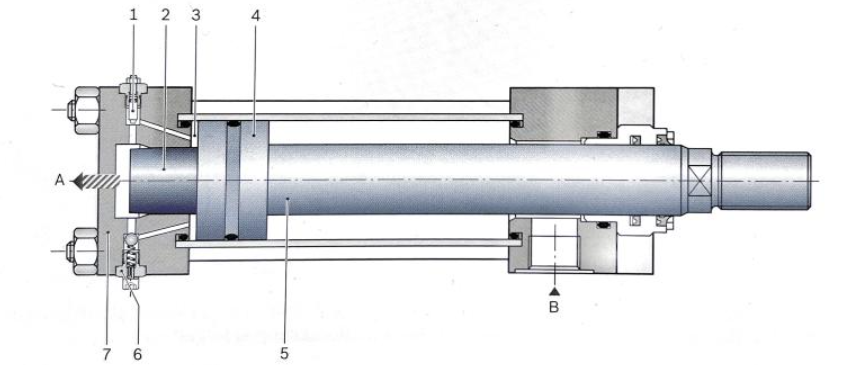
La coassialità dell'assemblaggio della canna del cilindro, del coperchio terminale, del manicotto di guida e dello stelo del pistone è un punto di controllo chiave nella produzione e nell'assemblaggio.
I cilindri idraulici con deviazione eccessiva della coassialità funzionano a lungo sotto la forza eccentrica, aumentando notevolmente la probabilità di usura unilaterale della guarnizione e di graffi locali sulla parete del cilindro. Si tratta anche di un importante motivo tecnico per le evidenti differenze di durata utile tra prodotti con la stessa specifica.



